Siemens VGU Series
Critical safety and fuel control components for industrial burner gas train systems. Ensuring reliable isolation and flow regulation.
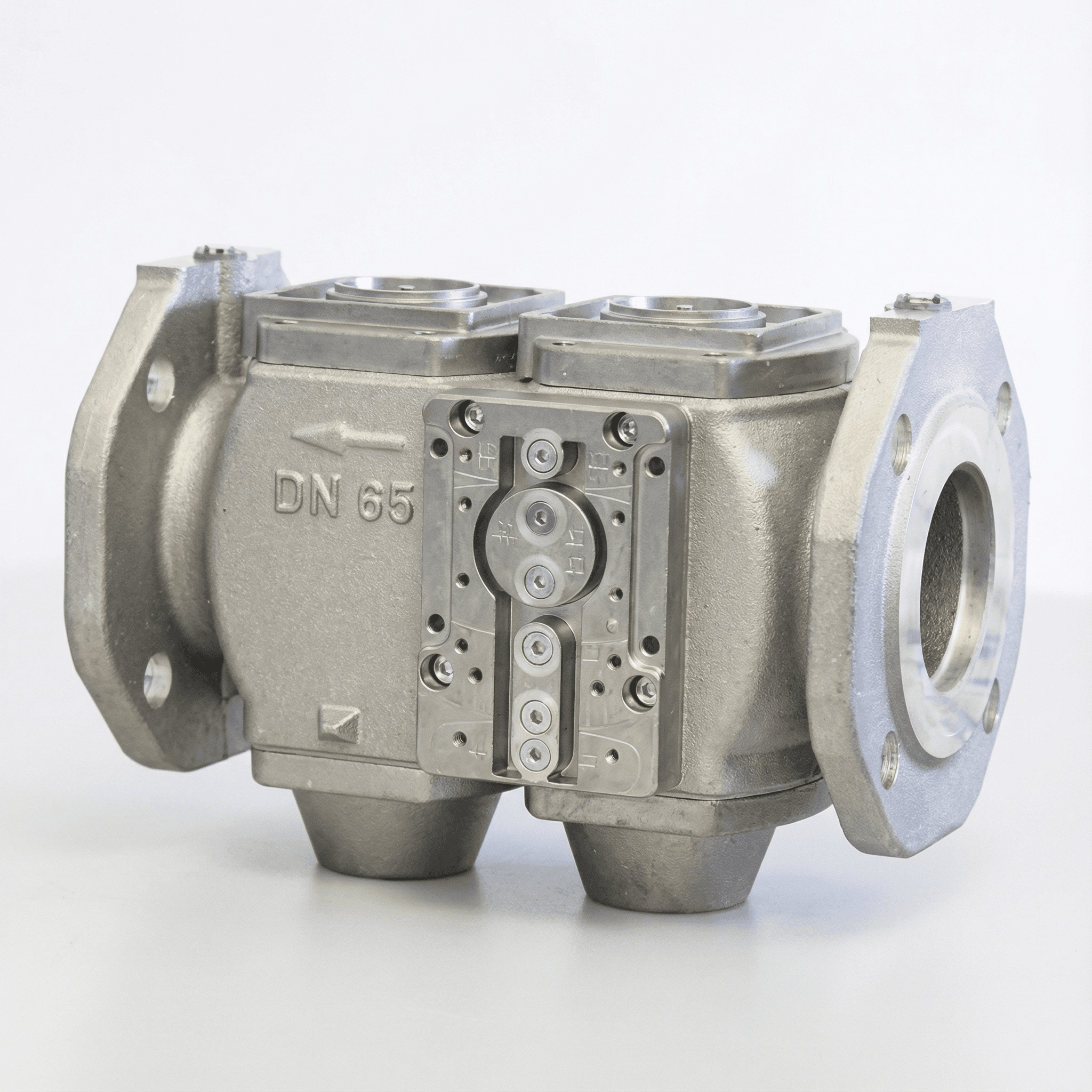
What is the Siemens VGU Series?
The Siemens VGU Series is a family of gas valves designed for use in industrial and commercial burner gas train systems.
Within a combustion control architecture, VGU gas valves serve as critical safety and fuel control components, regulating and isolating gas flow to the burner.
These valves are typically installed as part of a structured gas train assembly and operate under the supervision of a burner control unit or burner management system.
Role Within the Combustion Safety Chain
In a complete combustion system, safe burner operation depends on coordinated interaction between multiple components:
- Burner Control Unit (sequencing & safety logic)
- Flame Detector (flame verification)
- Gas Valve (fuel supply control)
The VGU Series gas valve performs the following core function:
- Allows gas flow only when the burner control system confirms safe operating conditions
- Immediately closes in case of flame failure or safety fault
- Acts as part of the automatic safety shutdown chain
This positioning makes VGU valves a fundamental component in combustion safety architecture.
Typical Applications
VGU Series gas valves are commonly applied in:
- Industrial gas burner systems
- Commercial boiler installations
- Process heating equipment
- Gas-fired furnaces
- Gas train assemblies in packaged burner systems
They are typically installed together with pressure switches, regulators, and safety shutoff valves.
Safety Shutoff
Rapid closing response ensures immediate fuel isolation during fault conditions.
Industrial Design
Robust construction engineered for demanding industrial burner environments.
Core Functional Characteristics
Although specific model variants differ, VGU Series valves generally provide:
- Electromagnetic actuation: Fast and reliable switching.
- Automatic shut-off capability: Failsafe closing on power loss.
- Gas fuel design: Engineered specifically for combustible gases.
- System Integration: Seamless operation with burner control units.
- Industrial housing: Robust construction for continuous operation.
The valve is energized only during permitted operating conditions and closes automatically in case of power loss or safety interruption.
Positioning Within Siemens Burner Architecture
Within the broader Siemens combustion ecosystem:
- Burner control units manage sequencing logic
- Flame detectors verify combustion stability
- VGU Series valves control and secure fuel flow
This structured interaction ensures that gas is supplied only when safe ignition and stable flame conditions are confirmed.
VGU Series Models
* Select a model to view detailed specifications and available inventory.
Selection Guide
When selecting a VGU Series gas valve:
- Verify gas type compatibility
- Confirm required flow capacity
- Ensure correct voltage configuration
- Consider gas pressure class
- Check compliance with local combustion safety standards
Proper sizing and integration with the burner control system are essential for safe operation.
Integration & Compatibility
VGU Series valves are typically integrated with:
- Siemens burner control units
- Gas pressure switches
- Ignition systems
- Flame detection systems (QRB / QRA / RAR Series)
- Industrial gas regulators
VGU Series in System Architecture
Within a structured industrial burner system:
- Burner Control Unit
- Ignition System
- Flame Detection
- VGU Gas Valve (Fuel Control & Safety Shutoff)
The VGU Series operates as the physical fuel control mechanism within this closed-loop safety chain.
Selection Guide
Frequently Asked Questions
What is the primary function of the Siemens VGU Series?
The Siemens VGU Series is designed to provide precise and reliable control for industrial combustion systems, ensuring optimal performance, safety, and energy efficiency across various heating applications.
How do I select the right model within the VGU Series?
Selecting the correct model depends on your specific application requirements, including operating voltage, required torque or capacity, and control logic (e.g., on-off vs. modulating). Refer to the model overview table above or contact our engineering team for technical assistance.
Are VGU Series components suitable for retrofitting existing systems?
Yes, Siemens designs the VGU Series with standardization in mind, making them excellent choices for both new installations and retrofitting older or legacy combustion systems to meet modern safety and emissions standards.